Introduction: Redefining “Mold Quality”
When customers complain about “poor mold quality,” they may be referring to excessive part flash, short tool life, or inadequate surface finish. However, the root causes of these issues can vary significantly—some stem from manufacturing defects, while others result from a mismatch between mold class and application requirements.
In plastic injection molding, “tool making quality” also called “mold quality”, should be evaluated from two perspectives:
- Manufacturing Quality (defect-free): Does the mold meet design specifications and machining standards?
- Fitness-for-Use Quality (requirement alignment): Does the mold’s lifespan, precision, and cost suit the project’s needs?
This article combines SPE (Society of Plastics Engineers) standards, material science, and real-world case studies to define mold quality objectively and guide customers toward optimal decisions.
1. Industry Standards: SPE Mold Classification (Class 101–105)
SPE categorizes injection molds into five classes, primarily differing in lifetime (production cycles) and tolerance precision:
| Class | Max Cycles | Typical Applications | Cost Range (Reference) |
|---|---|---|---|
| Class 101 | >1,000,000 | Precision electronics, medical (ultra-long life) | 50K–150K+ |
| Class 102 | ≤1,000,000 | Automotive parts, durable goods | 30K–80K |
| Class 103 | ≤500,000 | Appliances, packaging machinery | 20K–50K |
| Class 104 | ≤100,000 | Short-run production, prototyping | 10K–30K |
| Class 105 | ≤500 | Trial molding, ultra-low volume | 5K–15K |
Key Clarifications:
- Part quality (dimensions, appearance) depends on manufacturing processes, not mold class. For example, a Class 105 mold can still produce flash-free parts—it just has a shorter lifespan.
- Higher-class molds excel in long-term stability. A Class 101 mold made from high-hardness steel maintains tolerances after 1 million cycles, whereas a Class 104 mold may wear out after 100,000 cycles.
2. Four Core Factors Influencing Mold Quality
① Material Selection: Balancing Lifespan and Cost
Different steels directly impact a mold’s wear resistance, polishability, and thermal stability:
| Material | Hardness (HRC) | Ideal Class | Pros & Cons |
|---|---|---|---|
| Pre-hardened (P20) | 30–36 | Class 104–105 | Low cost, fast machining; poor wear resistance |
| Quenched (H13) | 48–52 | Class 101–102 | Heat/wear-resistant; expensive, hard to machine |
| Stainless (S136) | 52–54 | High-gloss (Class 102) | Corrosion-resistant, mirror polish; very costly |
| Tungsten Carbide | 70+ | Micro-precision parts | Extreme longevity; brittle, design constraints |
Case Study: Insert Molding for Cost Savings
A client needed 500,000 plastic gears with metal inserts. Using H13 steel for the entire mold would cost $60,000. The optimized solution:
- P20 steel base with H13 inserts only in high-wear gear meshing zones.
- Result: Cost reduced to $35,000 while meeting lifespan requirements.
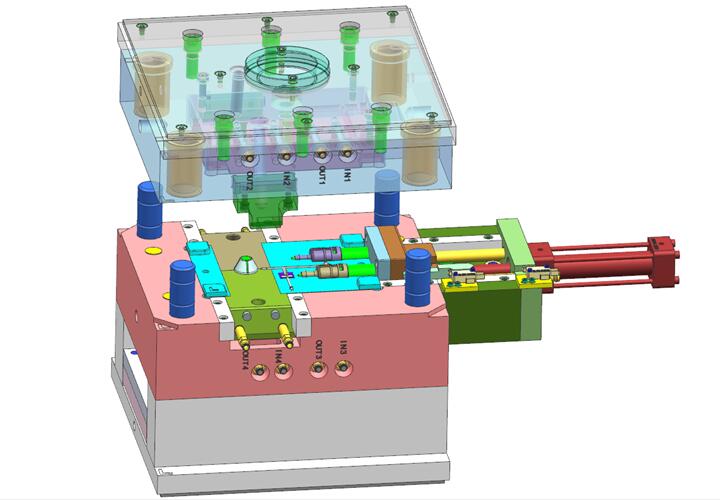
② Design Optimization: From Parting Lines to Cooling Systems
Parting Line Design:
- Poor design: Straight parting lines cause flash (e.g., visible seams on cosmetic caps).
- Good design: Stepped or hidden parting lines (relocated to non-cosmetic surfaces).
Cooling System Design:
- Traditional straight channels: Low efficiency (e.g., 60-second cycle for an auto part).
- Conformal cooling (3D-printed channels): Follows part contours, cutting cycles to 40 seconds and reducing warpage by 15%.
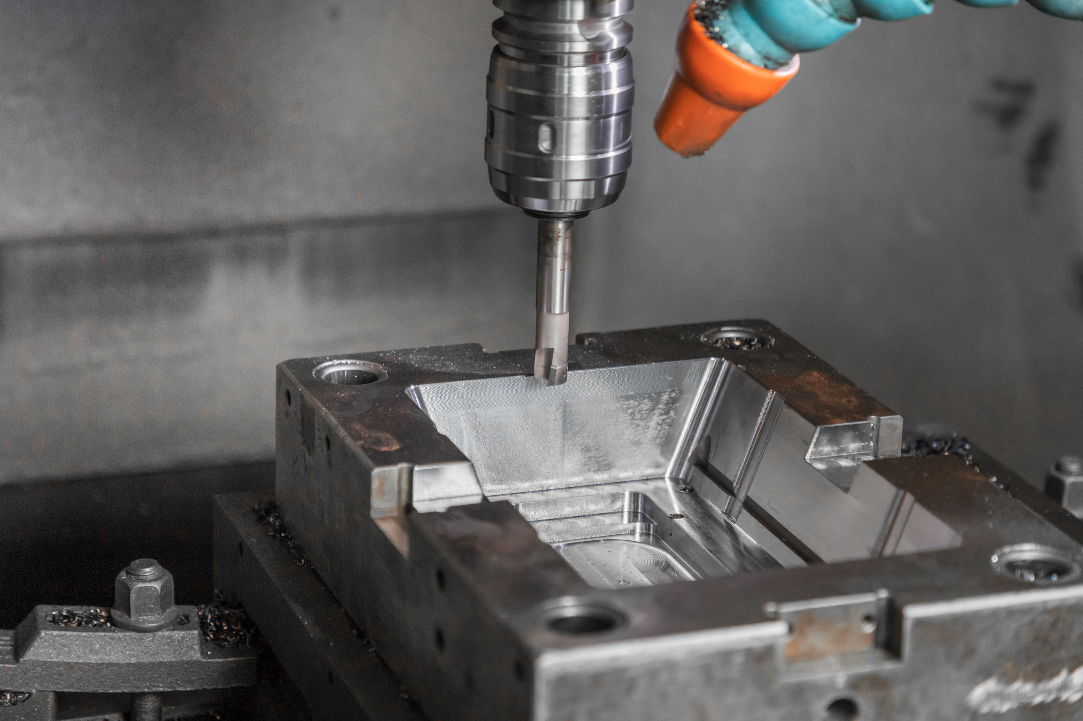
③ Manufacturing Processes: Precision Determines Defect Rates
- CNC machining: Standard tolerance ±0.05mm for most molds.
- EDM (Spark erosion): For deep cavities/sharp corners (e.g., micro-features on buttons), achieving ±0.01mm.
- Polishing:
- #600–1000 grit: Standard finish (appliance housings).
- #12000 grit (mirror polish): Transparent parts (lenses, light covers).
④ Maintenance: Extending Mold Life
- Class 101 molds: Disassemble every 100,000 cycles for maintenance (replacing guide pins, polishing cavities).
- Class 104 molds: Often disposable, with minimal upkeep.
3. How Customer Needs Define Quality Standards
Scenario Comparison
| Requirement | Recommended Solution | Rationale |
|---|---|---|
| Short-run trial (500 parts) | Class 105 + P20 steel | Lowest cost, rapid delivery |
| Consumer electronics (1M parts) | Class 101 + S136 steel + mirror polish | High gloss + extreme longevity |
| Disposable packaging (100K parts) | Class 104 + 718 steel | Balanced cost and lifespan |
Common Misconceptions
- Myth 1: “Higher class = better quality” → Over-specifying (e.g., Class 101 for prototyping) wastes resources.
- Myth 2: “Low-cost molds are inferior” → Class 105 molds can produce defect-free parts—just with shorter lifespans.

4. Conclusion: Defining “High-Quality Molds” Scientifically
- Defect-free is non-negotiable: Ensure the mold meets design specs.
- Align with needs: Select SPE class and materials based on volume, cost, and surface requirements.
- Design dictates success: Optimize parting lines and cooling to boost efficiency and quality.
Actionable Advice:
- Specify upfront: Production volume, tolerances, surface finish, budget.
- Request your mold manufacturer to provide a DFM (Design for Manufacturing) report to avoid costly revisions.
The following is the original text, published on July 20, 2020
The Quality of Tool Making
The “Quality” of a mold can be looked at 2 ways. The tool lacks “quality” if there is a defect in tool making. The tool is built to a “quality” level based upon the budget and needs of the customer.
The Society of Plastics Engineers outlines mold standards from Class 105 to Class 101 based on the tolerances the finished part needs to achieve and the number of parts the mold needs to produce.
Each class has a specific list of features and characteristics that allow the tool to achieve the desired number of shots.
There is no difference in part quality from a class 105 or 101 tool. Errors in tool making that lead to defects in parts are errors in tool making not a reflection of standard to which the tool is built.
Class 101: exceeding one million cycles.
Class 102: not to exceed one million cycles.
Class 103: not to exceed 500,000 cycles.
Class 104: not to exceed 100,000 cycles.
Class 105: not to exceed 500 cycles.
When 2 tool shops in the same area quote on the same tool to the same standards the pricing is usually within a few dollars. The difference in quoted prices comes from one company quoting a class 104 tool and another quoting a class 102 tool for the same part.
The quality mold tool should be the one that attends the customer requirements. There are many kind of injection molds. If you need a short cycle it must have conditions to give you a short cycle. If you need good surface quality in your product, the tool must be done with good steel and must have a good polish or treatment. In fact your question is a little bit subjective.
The good quality of tool depends of your expectations, and you must specify it when you are buying a mold.