Abstract: This article comprehensively discusses the issues related to flash in plastic parts, including the definition of flash, the problems caused by flash, methods for adjusting flash, precautions during the adjustment process, measures to prevent flash, and analysis through practical cases. It aims to provide systematic and scientific guidance for solving flash problems in plastic parts.
I. What is the flash in plastic parts?
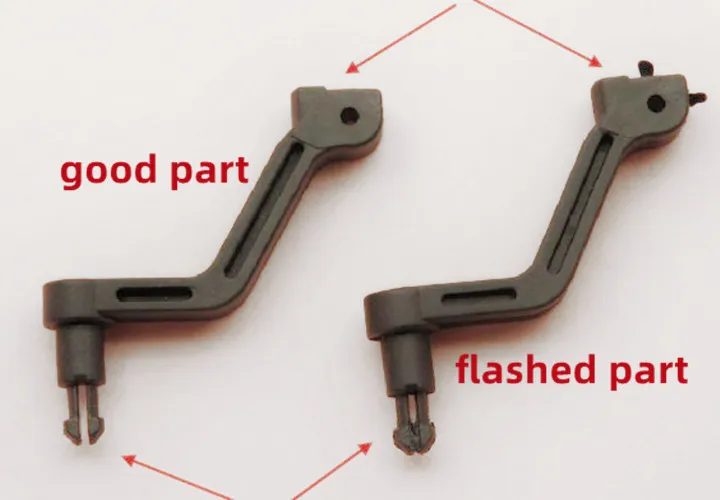
During the processing of plastic molds, the occurrence of flash in plastic parts is a common but highly significant issue. So, exactly what is the flash in plastic parts?
From the perspective of physical and chemical principles, when the plastic melt flows, fills, and cools and solidifies in the mold cavity, due to the combined effect of multiple factors, such as inconsistent shrinkage of the plastic and uneven pressure distribution in the mold cavity, the plastic overflows at positions such as the mold parting surface and the mating parts of inserts, forming extra, irregular, and uneven edges, which is the flash.
For example, in a simple injection-molded product, if the fit of the mold parting surface is not tight, the plastic melt will be extruded from here under the injection pressure, forming obvious flash.
II. What problems does the flash in plastic parts bring?
The appearance of flash in plastic parts has far more than just an unaesthetic impact. So, what specific serious problems does it cause?
Firstly, from an economic cost perspective, the existence of flash leads to the waste of raw materials. These excess plastic parts often become waste in subsequent processing, increasing production costs. Simultaneously, the subsequent processing operations, such as grinding and cutting, to remove the flash also consume additional manpower and time costs.
Secondly, the flash has potential adverse effects on the performance of the product. For example, in plastic products in the electronics field, the flash may affect its insulation performance, increasing the risk of short circuits. In plastic products used in the chemical industry, the flash may reduce its chemical resistance and shorten the service life of the product.
Furthermore, the flash seriously affects the appearance quality of the product, making it appear rough and unrefined, thereby reducing the product’s competitiveness in the market. For those assembly products with extremely high requirements for dimensional accuracy, the existence of flash may cause difficulties or even impossibilities in assembly, affecting the entire product’s production progress and quality.
III. How to adjust the flash of plastic parts?
Facing the flash problem of plastic parts, we have multiple adjustment methods to choose from.
1. Mold adjustment
The mold is one of the key factors causing flash. In complex mold structures, such as two-plate molds and three-plate molds, the manifestations and solutions of the flash problem are different.
For two-plate molds, the common problems are the flatness and mating accuracy of the parting surface. Use high-precision measurement tools, such as micrometers and projectors, to carefully inspect the flatness of the parting surface. Grind and polish the uneven parts. At the same time, ensure the reasonable fit clearance of the mold to avoid it being too large or too small. For three-plate molds, in addition to focusing on the parting surface, also pay attention to the mating accuracy of components such as the sprue bushing and the puller rod. Adjust and repair the deviated parts in a timely manner.
In addition, for the situation where the mold clearance is too large, methods such as inserts and build-up welding can be used for repair. For inaccurate positioning, re-adjust the positioning devices, such as guide pillars and guide bushes, to ensure the precise mating of all parts of the mold.

2. Raw material adjustment
If the flash problem remains unresolved after careful inspection and adjustment of the mold, then adjustments may be needed in the raw materials.
In the selection of raw materials, characteristics such as fluidity and shrinkage rate need to be considered. For raw materials with excessive fluidity, it is possible to select a plastic variety with more moderate fluidity. Simultaneously, by adjusting the blending ratio of the raw materials and optimizing the fusion performance of the raw materials, it can also have a positive impact on the flash problem.
In addition, new plastic modification technologies, such as the addition of reinforcing fibers and nanoparticles, can improve the performance of the plastic and thereby reduce the occurrence of flash.
3. Process adjustment
If the adjustment effects of the mold and raw materials are not good, the production process needs to be finely adjusted.
In different injection molding methods, the key points of flash control are also different. For example, in gas-assisted injection molding, it is necessary to reasonably control the injection pressure and time of the gas to avoid the gas breaking through the plastic melt and forming flash. In two-color injection molding, it is necessary to ensure the correct injection sequence and switching timing of the two-color plastics to prevent the generation of flash at the junction.
Specifically, it is possible to slow down the injection speed to avoid excessive filling of the plastic melt in the mold. Adjust the heating temperature and cooling speed to ensure uniform curing of the plastic in the mold and reduce the flash caused by uneven shrinkage. In addition, reasonable setting of the holding pressure and time can also effectively control the generation of flash.
4. Post-processing
In cases where the delivery time is tight and there is insufficient time for mold adjustment, post-processing can be adopted as a temporary solution. Use professional flash cutting tools to carefully remove the flash, but be extremely cautious during the operation and strictly follow the operating procedures to prevent damaging good products due to improper operation.
IV. What precautions should be taken when adjusting the flash of plastic parts?
During the adjustment process of the flash of plastic parts, there are a series of important precautions that need to be kept in mind.
Firstly, emphasize the importance of teamwork and communication. There needs to be close communication and collaboration among mold designers, process engineers, and operators. Mold designers should design a reasonable mold structure based on product requirements and actual production conditions; process engineers should formulate optimized process parameters based on mold characteristics and raw material properties; operators should strictly operate according to process requirements and promptly feedback problems that occur during production.
Secondly, environmental factors also have a non-negligible influence on flash adjustment. Changes in temperature and humidity may cause slight changes in the properties of the plastic and the dimensions of the mold, thereby affecting the generation of flash. Therefore, efforts should be made to maintain the stability of the production environment. For environmentally sensitive materials and high-precision molds, corresponding control measures should be taken.
V. Preventive measures for the flash of plastic parts
To control the flash problem of plastic parts more effectively, preventive measures are crucial.
During the mold design stage, optimizing the runner design and the gate position is key. A reasonable runner shape and size can ensure the uniform flow of the plastic melt and reduce the situation of locally excessive pressure. Selecting the appropriate gate position and type can control the filling speed and direction of the plastic and reduce the risk of flash generation.
In the raw material procurement and storage link, it is necessary to strictly control the quality and stability of the raw materials. Select reputable suppliers to ensure that the properties of the raw materials meet the production requirements. At the same time, pay attention to the storage conditions of the raw materials to avoid moisture, heat, or contamination that may affect the properties of the raw materials.
Establishing a complete quality control system during the production process is also indispensable. Through regular inspections of the wear of the mold, monitoring the stability of process parameters, and spot checks of finished products, problems that may cause flash can be detected and resolved in a timely manner.
VI. Case analysis

Let’s understand the solution process of the flash of plastic parts more deeply through some actual cases.
ACO Mold Company encountered a serious flash problem when producing a precision plastic product. After careful analysis, it was found that the parting surface of the mold was severely worn, resulting in an excessive fit clearance. The technical team first repaired and polished the parting surface and re-adjusted the fit accuracy of the mold. At the same time, the injection molding process parameters were optimized, reducing the injection pressure and speed. After a series of adjustments, the flash problem was effectively resolved, and the product quality met the design requirements.
Another case is that when ACO Mold was producing a batch of plastic parts with high appearance requirements, fine flash occurred, affecting the product’s aesthetic quality. After investigation, it was found that the blending ratio of the raw materials was improper, resulting in excessive fluidity of the plastic. By adjusting the blending ratio and optimizing the exhaust system of the mold, the flash problem was successfully resolved, and the appearance quality of the product was improved.
Summarizing and reflecting on each case, we can find that solving the flash problem requires comprehensive consideration of multiple factors such as molds, raw materials, and processes. At the same time, it is necessary to be good at using scientific analysis methods and tools and continuously accumulate experience to effectively prevent and solve the flash problem.
Conclusion
The problem of flash in plastic parts is common in plastic processing, but as long as scientific methods are followed and systematic analysis and adjustments are made, it can usually be effectively solved. During the production and processing, it is necessary to maintain a rigorous attitude, carefully inspect and adjust every link to ensure that the quality and specifications of plastic products strictly meet the requirements and improve the market competitiveness and customer satisfaction of the products.
Like ACO Mold Company, it has accumulated rich experience in dealing with the flash problem of plastic parts. By continuously optimizing the process and strictly controlling the quality, it has provided high-quality plastic products for customers. If you have any other ideas or need further modifications, please feel free to let me know.