Using the mold to make plastic parts or Nylon part, depending on the application, one long core pin from one end of part. Cores mounted on top of mold.
The plastics are molded in the vertical position in the mold. The ID of these parts or Zero draft, to allow for the mixing elements to be inserted without regard to position – they fit either way and must be a snug fit to the ID of the nozzle. Water bubblers run the entire length of each core with a threaded tip on the end – water tight with a little super glue.
The molding operation is like this
- Mold opens.
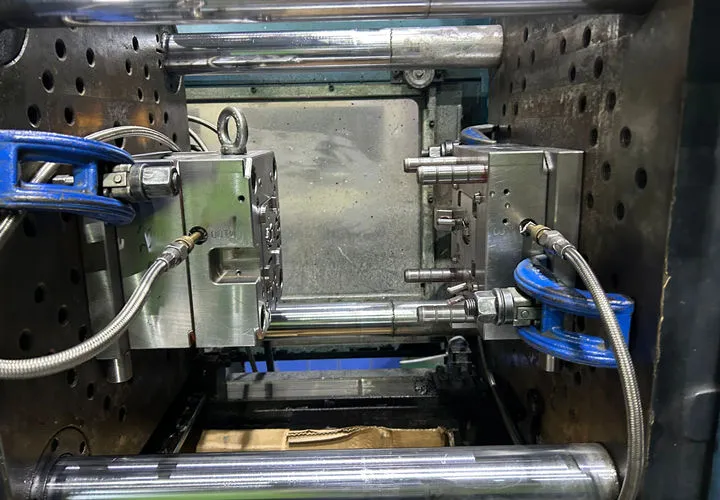
- Extraction forward- which moves a large header bar (that holds the core pins) forward for the molded plastic part to clear the core. Also one or 2 EJ pins/part. The “header block” rides/moves on a large pair of guide pins because it is somewhat heavy and needs to withstand the force of the extraction of the core pins. It consists of 2 pieces, stripper plate and a pin plate.
- Hydraulic cylinder mounted on a frame above the top to the mold is attached to the pin plate. The cylinder pulls the pinplate up with all the pins. The stripper plate, which is on the guide pins stays stationary and parts drop out the bottom.
- Extraction back.
- Mold closes.
- Hydraulics forward.
They are open on the bottom end because they are dispensing plastics. So there is no issue with vacuum resistance internally and it provides for the core to be clocked between the mold halves.
They make parts like this from about 7mm dia (ID) x 40mm long in increments up to about 50mm (ID) to 350mmL. They use the same mold and pins for plastic parts and nylon parts. It depends on the application.
They are used primarily (with the internal mixing elements) for dispensing 2 component materials such as epoxies and adhesives. They are a one-time use throw away item, so they make millions of these. Another injection mold company who makes the same item is a company called Aco Mold. You might look for their web site also for technical/size information.